|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
О некоторых результатах научно-исследовательских и опытно-конструкторских
работ по использованию пластмасс для изготовления деталей и узлов среднего
артиллерийского гусеничного тягача АТС-59
Инж. Б. А. Губенский, инж. Г. А. Липанов, инж. Н. И. Усенко Вестник танковой промышленности. 1968 г. № 2.
В настоящее время в машиностроении все большее применение в качестве конструкционных материалов получают пластмассы. В этом направлении многими предприятиями проведены научно-исследовательские и опытно-конструкторские работы. Применение пластмасс в качестве конструкционных материалов для изготовления деталей - и узлов различных машин, предназначенных для работы в разнообразных условиях нагрузок и внешней среды, определяется такими факторами, как: - экономия расхода дефицитных цветных металлов и сплавов; - улучшение характеристик машин (снижение металлоемкости, веса, повышение долговечности, надежности и др.); экономия эксплуатационных расходов в связи с увеличением сроков эксплуатации машин; - сижение трудоемкости, сроков и объемов подготовки производства новых изделий, особенно при опытном и мелкосерийном производствах; высокие показатели по механической прочности, хорошие антифрикционные свойства, малый удельный вес и др. (табл. 1). Применение пластмасс для изготовления кабины и кузова транспортных машин дает возможность улучшить условия работы людей за счет лучшей шумо-, вибро- и термоизоляции внутренних объемов. С целью исследования возможностей применения пластмасс для изготвления деталей и узлов среднего гусеничного артиллерийского тягача АТС-59 были проведены работы по разработке конструкции и испытаниям пластмассовых деталей. Средний артиллерийский тягач АТС-59 предназначен для буксировки артиллерийских систем и других прицепов весом до 14 т и для транспортировки грузов весом до 3 т на платформе. Проведенные работы согласно комплексному плану предусматривали проверку: - стеклопластиков холодного отверждения (контактного формования) для изготовления узлов типа кабин, топливных баков, эжектора системы
Таблица 1 * До 5000 кг/см2 в направлении ориентации стеклонитей.
* До 5000 кг/см2 в направлении ориентации стеклонитей.
- охлаждения двигателя и др. с применением поли' эфирной смолы ПН-1 ВТУ 33085-60, армированной стеклотканью ТЖС-0,85, ВТТ-47-61; - стеклопластиков, армированных нитями и жгутами стеклоткани, с получением деталей методом горячего прессования — использованы стеклопластики типа АГ-4С, АГ-4В, 33-18 для изготовления таких нагруженных узлов, как опорные катки; кроме этого из стеклопластика АГ-4В и АГ-4с изготавливались крышки, дистанционные втулки, обводные ролики, лебедки и др.; - полиамидов — для изготовления втулок подшипников скольжения в приводах управления трансмиссией и лебедкой, в блоках подвески. Для этих целей использовался капрон «Б» по ТУ УХП № 69-58, полиамид П-68 по ТУ ГХТ № М-617-57 с различными наполнителями. Выбор материалов для отливки втулок подшипников и прессования катков и других деталей произведен совместно с НИИ пластмасс (г. Москва), в работе по изготовлению опытных деталей принимали участие НАМИ и организация п/я 4218. Пластмассовые материалы контактного
формования
Особенно широкое распространение стеклопластики контактного формования в настоящее время получили в единичном, опытном и мелкосерийном производстве кабин, кузовов и др. Стеклопластиком контактного формования обычно называется материал, полученный из стекловолокнистых материалов (стеклоткань, холст и др.), пропитанных не насыщенными полиэфирными (или другими, например, эпоксидными) смолами, смешанными с отвердителями, ускорителями и с наполнителями. Основные материалы, применяемые при изготовлении стеклопластиковых деталей, характеризуются следующими данными: Смола ПН-1. Продукт поликонденсации диэтиленгликоля с ангидридами фталевой и малеиновой кислот. Выпускается в виде раствора в стироле (67%) и при применении отвердителей и ускорителей может отверждаться при комнатной температуре. Отвердитель и ускоритель. При работе с полиэфирными смолами в качестве отвердителя (холодного отверждения) используется гидроперекись изопропилбензола (гипериз), а в качестве ускорителя— 10%-ный раствор нафтаната кобальта в стироле. Отвердители превращают полиэфиры в нерастворимые твердые полимеры. При нагреве ускорители обычно не требуются, давление также способствует ускорению полимеризации. Стекловолокно. Основная масса конструкционного стеклопластика (до 70%) является упрочняющим армирующим элементом и воспринимает ос новные нагрузки при работе детали. Наиболее подходящей для кузовных деталей является жгутовая стеклоткань марки ТЖС. При формовании должны тщательным образом удаляться воздушные пузыри (вплоть до начала желатинизации смолы), образующиеся в результате отставания слоев ткани, особенно на внешних углах детали. Наполнители. Белая сажа, гипс и др., вводятся в смолу для предотвращения ее стекания при формовании панелей, особенно на вертикальных стенках; наполнители значительно уменьшают усадку материала, повышают поверхностную твердость и удешевляют материал. Средства разделения. Для предотвращения прилипания полиэфирной смолы к форме последняя покрывается разделительным слоем, например, водно-спиртовым раствором поливинилового спирта и др. Как правило, пленкообразующие разделители не производят искажения поверхности формы и изделия.
Кабина тягача АТС-59
Необходимость создания для тягача АТС-59 новой кабины диктовалась новыми тактико-техническими требованиями в части защиты экипажей и членов боевых расчетов от радиоактивно-зараженной пыли и от ударной волны. Эти требования легче реализовать при использовании пластмассы, так как без больших объемов по изготовлению оснастки может быть получена необходимая геометрическая форма кабины, а герметичность соединения пластмассовых деталей между собой обеспечивает лучшую герметизацию пластмассовой кабины по сравнению с металлической. Предотвращение проникновения значительных количеств пыли внутрь кабины достигается также и за счет установки нагнетателя, который подает в кабину очищенный воздух и создает в кабине избыточное давление до 25 мм вод. ст. (по ТТТ для АТС-59). Для проведения сравнительных испытаний опытные образцы кабин были изготовлены в двух вариантах: пластмассовом и металлическом. На основании результатов, полученных при испытаниях к серийному производству рекомендована пластмассовая кабина. Выбор пластмассы для изготовления кабин объясняется тем, что пластмассовая кабина, по сравнению с металлической, обеспечивает получение существенных преимуществ: 1. Более высокую (в три раза) прочность, что дает возможность обеспечивать стойкость от действия нагрузок ударной волны. Испытания ударной волной воздушного взрыва показали, что пластмассовая кабина выдерживает избыточное давление до 0,35 кг/см2 во фронте проходящей ударной волны. Испытания аналогичных конструкций показывают, что металлическая кабина может выдержать нагрузки от действия ударной волны с избыточным давлением 0,12+ 0,15 ка/см2 (не более). 2. Обладает более высокими свойствами по термошумоизоляции, в связи с чем требует ограниченного применения дополнительных термошумоизоляционных и облицовочных материалов. 3. Имеет хорошую ремонтноспособность. При изготовлении не требует сложной металлической оснастки и применения дорогостоящего оборудования; сравнительно простыми технологическими средствами может быть получена необходимая форма деталей кабины.
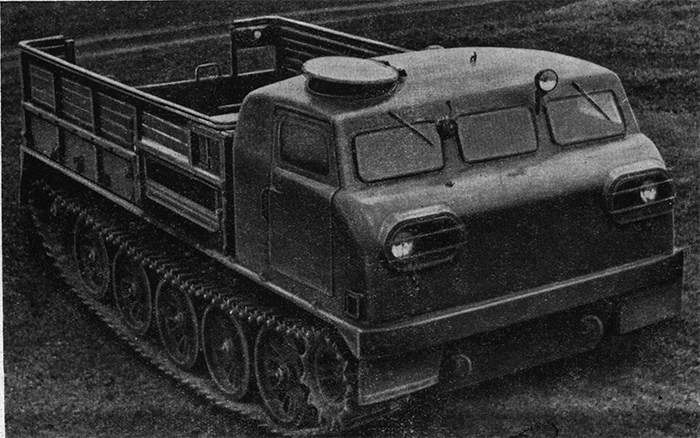
Фиг. 1. Тягач АТС-59 с пластмассовой кабиной.
Конструкция кабины пластмассовая, оболочкового типа, двухслойная, с местными усилениями. Вес кабины — 380 кг, число посадочных мест — 6. Конструкция кабины и внешний вид тягача с пластмассовой кабиной представлены на фиг. 1, 2, 3. Внешняя оболочка кабины с помощью эпоксидной смолы и алюминиевых заклепок соединяется с каркасом основания; в последнем вмонтированы кронштейны крепления кабины к корпусу тягача. Увеличение жесткости кабины достигается за счет применения продольных и поперечных усилителей-ребер. Эти же усилители используются для крепления (с помощью эпоксидной смолы и винтов) внутренних панелей кабины. Жесткость и прочность дверных проемов кабины обеспечивается аналогичным способом, за счет установки дополнительных панелей, которые, соединяясь по боковым сторонам с внутренними панелями каркаса, образуют единый жесткий блок внутренней панели кабины.
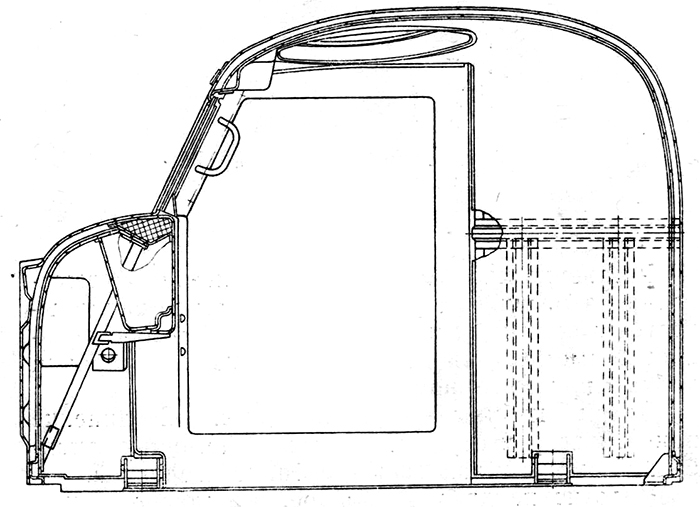
Фиг. 2. Продольный разрез пластмассовой кабины (без установки двери).
Передняя часть кабины образована двумя поперечными балками, заполненными пенопластом. Верхняя и нижняя поперечные балки связаны в единый узел двумя передними стойками проемов передних стекол кабины. Кроме этого усиление передней части кабины обеспечивается за счет образования двух специальных форм-ниш для установки фар и профильной балки между ними. На передней панели кабины монтируется щиток приборов и радиатор обогревателя кабины. На этой же панели предусмотрена возможность установки дополнительных приборов и оборудования.
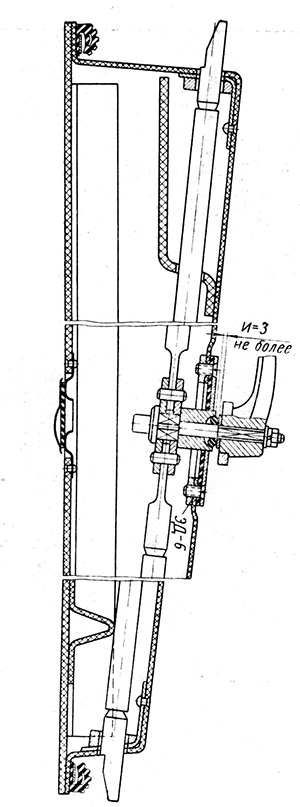
Фиг. 3. Конструкция штыревого замка двери кабины.
Установка кабины на корпусе тягача осуществлена на резиновом уплотнении, которое закладывается в профиль основания кабины. Это обеспечивает герметичность кабины и снижение вибрации кабины при движении тягача. Двери кабины — двухпанельные. Соединение панелей дверей осуществляется с помощью эпоксидной смолы и заклепок с потайной головкой. Уплотнение дверей двойное, выполнено таким образом, что при запирании двери на обычный замок, поджимается наружное уплотнение; при необходимости (режим движения в загерметизированной кабине) затягивается второй (штыревой) замок, показанный на фиг. 3, при этом усиливается поджатие наружного уплотнения и обеспечивается затяжка внутреннего уплотнения проема двери кабины. Наличие двойного уплотнения и специального замка, обеспечивающего необходимое поджатие уплотнений, дает возможность получить достаточно высокую герметичность внутреннего объема кабины.
Некоторые особенности изготовления пластмассовой кабины (по результатам
изготовления опытного образца)
Детали из стеклопластика, примененные в конструкции кабины, получены методом контактного формования с пропиткой стеклоткани полиэфирной смолой на специальных формах. Детали при этом имеют только одну гладкую поверхность—поверхность контакта с формой. Если деталь имеет простую форму, формовка может осуществляться непосредственно на моделях из дерева или металла. Для деталей сложной формы необходимо изготовление (по деревянным моделям) специальных стеклопластиковых форм, на которых в дальнейшем формуются детали. Во всех случаях первоначальная модель изготавляется по размерам гладкой поверхности детали. Метод изготовления предъявляет свои требования к конструкции: конструкция детали должна быть такой, чтобы можно было легко и удобно снять деталь с формы. Уклоны должны быть не менее 5°, прямые вертикальные стенки можно допустить для отбортовок жесткости и фланцев до 30 мм, а также для неглубоких (до 30 мм) корытообразных усилителей. В случае, если прямых стенок избежать нельзя, а конструктор применил такой элемент в конструкции детали, формование детали возможно с применением разборных пластмассовых форм. Детали замкнутой формы с внешней гладкой поверхностью, например, внешняя панель кабины и др. изготовлены по стеклопластиковым формам (слепкам) следующим образом. По первоначальной деревянной модели были изготовлены слепки отдельных частей детали; слепки имели фланцы по контуру каждого элемента детали. Фланцы первого какого-либо элемента формовались по брусьям, прикрепленным к первоначальной модели; фланцы остальных слепков выполнены по фланцам предыдущих слепков, после этого фланцы совместно засверливались для установки болтов. Элементы детали формовались на слепках отдельно, так, чтобы слои стеклоткани к краям образовывали уступы 30-50 мм. Затем слепки с наформованными на них элементами были соединены болтами по фланцам. Стыки элементов детали заклеиваются несколькими слоями стеклоткани, пропитанной в полиэфирной смоле; как правило, число слоев стеклоткани в стыках подбирались на один больше числа слоев стеклоткани других частей детали. В особо ответственных местах предусматривается укладка второго дополнительного слоя стеклоткани. После окончания процессов сушки слепки разъединяются — получается готовая деталь. Соединение панелей в слепках дает существенные преимущества: - Значительно уменьшается трудоемкость изготовления детали. - Возможно получение укрупненных деталей, что позволяет сократить номенклатуру деталей и повысить производительность работ при изготовлении кабины. - Точно выдерживается относительное положение элементов сложных деталей кабины, чем достигается высокая стабильность размеров деталей, а следовательно, и кабины в целом, уменьшается объем подгоночных работ при сборке кабины. Сборка кабины осуществлялась путем соответствующего соединения деталей кабины, при этом были применены клеевые, механические и комбинированные соединения. Клеевые соединения обеспечивают хороший внешний вид, но могут применяться в тех случаях, когда не предъявляется повышенных требований к прочности соединения. Склеивание производилось эпоксидным клеем, без нагрева, при сжатии струбцинами или болтами (винтами). Хорошее соединение обеспечивается при ширине шва склеивания 15-20 мм. Пластины с резьбовыми отверстиями в случае затрудненного доступа к ним должны обязательно приклеиваться и дополнительно крепиться с помощью заклепок, винтов или других механических соединений. Механические разъемные соединения применены, в основном, для крепления металлических деталей к деталям из стеклопластика. Под головки болтов или под гайки со стороны стеклопластика в этом случае для предохранения от истирания и разлохмачивания подкладываются шайбы увеличенного диаметра. Соединение самонарезными винтами может быть надежным, если стеклопластиковая панель имеет толщину не менее 3 мм. В конструкции кабины использовано армирование стеклопластика металлом для получения местной прочности и жесткости. Частично это вызвано также и тем, что в отдельных пластинах крепления необходимо нарезать резьбу или предохранить поверхность пластмассовой детали от истирания. Армирование осуществляется в процессе формования. Особенностью изготовления деталей из стеклопластика является трудность получения отверстий в процессе формования, в связи с чем сверление и обработка отверстий производились только после снятия детали с формы. Точность основных размеров деталей из стеклопластика зависит от точности изготовления форм или моделей, на которых ведется формование. Модели для изготовления кузовных деталей были вы полнены с точностью до +0,25 мм, что практически достаточно для изготовления пластмассовых деталей; в этом случае сборка пластмассовой кабины обеспечивается удовлетворительно. Проведение дальнейших работ и приобретение опыта позволит уточнить полученные данные и разработать требования по точности изготовления оснастки для изготовления различных по своему назначению деталей. При формовке гладкой, имеющей точный размер, получается та сторона детали, которая обращена в сторону модели; обратная сторона детали получается с негладкой поверхностью, с бугорками плетенки стеклоткани. Вследствие этого, если на внутренней стороне детали необходимо иметь поверхности с точными координатами для монтажа других деталей, следует применять прижимной пуансон, повторяющий местный контур поверхности негладкой стороны. С помощью местного пуансона можно очень точно выдерживать толщину панели и создать гладкое посадочное место для монтажа деталей и узлов. Применение местного пуансона целесообразно оговаривать в чертеже специальной надписью. После съема детали с формы необходимо выполнить работы по механической обработке—обрезку, вырезку и опиловку. При изготовлении опытного образца кабины все эти операции производились вручную. Дальнейшее расширение применения стеклопластиковых деталей в конструкциях машин неизбежно поставит задачу разработки технологического оборудования и механизации этих работ, так как без этого невозможно значительное повышение производительности труда. Это относится и к последующим операциям по сборке и склейке деталей и узлов пластмассовой кабины.
Эффективность и экономическая
целесообразность применения пластмассы для изготовления кабины тягача АТС-59.
При анализе целесообразности применения пластмассы для изготовления кабины тягача АТС-59 должны быть рассмотрены не только изложенные выше конструктивные, производственные и эксплуатационные преимущества пластмассы, как нового вида конструкционного материала — большое значение имеет уровень существующих цен на пластмассовые материалы и связанные с этим вопросы экономической эффективности при использовании пластмасс в машиностроении. В связи со сравнительно высокой стоимостью исходных материалов, а также из-за несовершенства технологии изготовления (большое количество ручного труда при формовке и механической обработке) себестоимость изготовления опытного образца пластмассовой кабины тягача АТС-59 оказалась высокой и составила 5830 руб. (при трудоемкости 1476 н/ч). Для оценки возможностей снижения себестоимости при серийном производстве одних этих данных недостаточно, так как конструктивные характеристики кабины и технологические особенности ее изготовления при внедрении позволят значительно сократить затраты труда за счет ликвидации ряда тяжелых и сложных профессий и общего сокращения количества рабочих, занятых в производстве кабины. Высвобождаются сварщики, рихтовщики, квалифицированные рабочие на копировально-фрезерных, слесарно-доводочных и других работах при изготовлении штампов, сокращается число рабочих- штамповщиков, соответственно исключается потребность в основной части прессового, сварочносборочного оборудования и др. Значительная экономия будет достигаться на расходах по технологической оснастке (штампы, приспособления: сварочные, механические и др.) что является следствием исключения значительного количества штамповочных работ при переходе на изготовление формованных укрупненных деталей. Следует иметь в виду также и экономию на амортизационных отчислениях, которая будет получена благодаря уменьшению количества необходимого оборудования; этим же будет определяться экономия, получаемая благодаря сокращению расходов на обслуживание и ремонт оборудования (зарплата ремонтных рабочих, затраты на ремонтные материалы и др.). Существенное значение имеют также и объемы подготовки производства при внедрении. Разница в объемах подготовки производства пластмассовой и аналогичной металлической кабины согласно предварительных расчетов характеризуется следующими данными (табл. 2).
Таблица 2
Сравнительные данные по стоимости исходных материалов, примененных для изготовления различных пластмассовых деталей, приведены в табл. 3 (см. справочник «Пластические массы», Кацнельсон М. Ю., Балаев Г. А., 1965 г.). Анализ, проведенный т. Родиным (журнал «Автомобильная промышленность», № 12, 1964 г.), показывает, что с учетом запланированного на ближайшее пятилетие снижения цен на пластмассовые материалы, может быть обеспечена необходимая экономическая эффективность в производстве пластмассовых корпусов автомобиля «Москвич». При меньших объемах производства, например, при изготовлении пластмассовых кабин для тягача АТС-59, получение высокой эффективности от внедрения пластмассовых материалов следует считать возможным только при условии установления доступных цен на пластмассовые материалы на уровне современных цен на металлы.
Таблица 3
Примечание. * По данным предприятия п/я В-8402, полученным при изготовлении опытного образца кабины тягача АТС-59. ** По данным автомобильной промышленности при изготовлении опытных образцов пластмассовых корпусов легковых автомобилей (журнал «Автомобильная промышленность» № 12, 1964 г.).
Данные ЦСУ СССР по вводу мощностей и увеличению объемов производства пластмассовых материалов в 1966 г. («Известия» 29.01.67 г.) свидетельствуют о значительном ежегодном увеличении валового выпуска пластмассовых материалов, что может быть в дальнейшем основой для снижения цен на пластмассовые материалы и связанного с этим расширения их использования в конструкциях различных машин. В связи с этим следует считать оправданным проведение и в дальнейшем опытно-конструкторских работ по применению пластмассовых материалов в конструкциях гусеничных машин, что обеспечит возможность совершенствования технологических процессов изготовления и создание задела подготовленных для внедрения пластмассовых деталей и узлов.
Эжектор системы охлаждения двигателя
Конструкция эжектора представлена на фиг. 4. Металлический эжектор на серийном тягаче АТС-59 представляет собой коробчатую конструкцию из тонколистовых деталей, сваренных между собой газоэлектрической сваркой. С точки зрения распределения температур по деталям узла имеет место резко выраженная неравномерность. Сопловой аппарат, расположенный в непосредственной близости от выхлопных окон двигателя, имеет самую высокую температуру, достигающую +500° С. Наиболее низкую температуру имеют детали, образующие проточную часть эжектора (камера смешения и диффузор). Несколько более высокую температуру (+ 120°) имеют детали эжектора, соприкасающиеся с радиатором системы охлаждения.
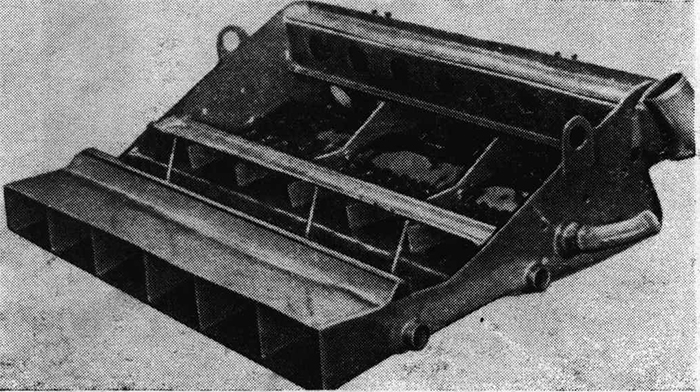
Фиг. 4. Пластмассовый эжектор.
Кроме температурного воздействия, детали эжектора несут и силовую нагрузку. На эжекторе закреплен радиатор, вес которого с охлаждающей жидкостью составляет 90 кг. В обычных условиях эксплуатации постоянно имеют место вибрационные нагрузки от моторной установки, а также перегрузки до 2 g от воздействия неровностей дороги на корпус тягача. Кроме этого, к деталям, образующим проточную часть эжектора предъявляются требования по чистоте поверхности с целью снижения аэродинамических потерь на трение о стенки. При разработке конструкции пластмассового эжектора было решено наиболее нагреваемые детали эжектора сохранить без изменения. Поэтому возникли дополнительные трудности технологического порядка по соединению стального соплового аппарата с пластмассовым корпусом эжектора. Детали, нагруженные сосредоточенными силами, например, кронштейны крепления эжектора к корпусу, петли крепления стяжных лент радиаторов и т. п. были также изготовлены из стали. В конструкции эжектора широко использовано свойство стеклопластиков легко получать сложную форму детали без расчленения ее на части; поэтому опытный эжектор удалось выполнить из 52 деталей, вместо 186, имеющихся на серийном эжекторе. Изготовление деталей опытного эжектора производилось контактным методом по деревянным моделям. Материал и способ изготовления деталей аналогичны изложенным в разделе «Кабина». Для получения необходимой прочности деталей из стеклопластика толщина их, по сравнению с толщиной стальных деталей, была увеличена в 1,5-2 раза и составляла, по основным деталям, 2,5-4 мм. После отверждения в пластмассовые детали заформовывались детали металлической арматуры, предварительно тщательно обезжиренные. Заформовка арматуры производилась последовательным наложением нескольких слоев стеклоткани, пропитанной связующим, до получения требуемой толщины стенки детали. В некоторых, особо ответственных случаях, вместе с клеевым применялось заклепочное соединение; как правило, под головки заклепок ставилась стальная накладка. Сопловые аппараты, диффузор для удаления пыли из воздухоочистителя и некоторые другие детали крепления приваривались газовой сваркой к деталям стальной арматуры, заформованным в пластмассу. В ходе сборки было выявлено, что сварка не нарушает прочности соединения арматуры с пластмассой, но требует соблюдения мер противопожарной предосторожности. Участок нижнего листа эжектора, расположенный около высоконагретых частей сопел, был покрыт одним слоем асбестовой ткани. Опытный эжектор из пластмассы был проверен на моторном стенде для определения расхода воздуха через радиатор и для определения степени нагрева различных участков узла, а также ходовыми испытаниями на тягаче на гарантийный срок. Проведенные испытания показали, что по аэродинамическим качествам и температуре нагрева эжектор удовлетворяет поставленным требованиям. Вес эжектора по сравнению с серийным снижен на 17,8 кг и составляет 36,1 кг. Количество штампов уменьшилось со 115 до 50 штук; при средней стоимости штампа 1500 руб. снижение затрат на оснастку составит около 90 000 рублей.
Топливные баки
Внешний вид пластмассового топливного бака показан на фиг. 5. Применение пластмассовых топливных баков позволяет снизить вес тягача на 43,7 кг. При этом исключается необходимость использования шести прессов, двух единиц сварочного оборудования и двадцати штампов. На испытания был поставлен комплект топливных баков (три бака); пробеги тягача проведены в объеме до 24000 км, т. е. на четыре гарантийных срока. В конце испытаний на баках образовались по 1-2 трещины в местах заделки металлической арматуры; трещины были устранены методом разделки и наложения пластыря из стеклоткани и смолы ПН-2. Опыт работы показывает, что применение пластмассы для изготовления топливных баков предопределяет повышенные требования к качеству формовки деталей. Образование воздушных пузырей, пор и отслоение волокон стеклоткани от связующего материала всегда является следствием небрежной формовки. Как правило, перечисленные дефекты формовки неизбежно приводят к течи топлива из бака. Лучшая формовка обеспечивается после удаления парафина (замасливателя) с волокон стеклоткани — это уменьшает жесткость стеклоткани. Замасливатель применяется в процессе текстильной переработки волокон стеклоткани и может удаляться методами термической или термохимической обработки. Так, термообработкой при 200-300°С содержание замасливателя уменьшается до 0,2-0,5%, термообработка при 400-450°С обеспечивает полное удаление замасливателя.
Фиг. 5 Пластмассовый топливный бак.
Термообработанная стеклоткань становится мягче, имеет лучшую адгезию по отношению к полиэфирным и другим смолам, однако и в этом случае требования к тщательности формовки остаются высокими, так как только при этих условиях может быть обеспечено плотное формование.
Пластмассовые материалы горячего формования
и получаемые литьем под давлением
Втулки из полиамидов
В результате проведенных опытно-конструкторских работ в серийное производство внедрено семь подшипников скольжения с втулками из капрона «Б» ВТУ УХИ-69-58. К ним относятся подшипники скольжения в приводах управления трансмиссией и лебедкой. Втулки изготавливаются натермопластавтомате ТП-125 (максимальный вес прессуемого изделия 125 г). В результате внедрения капроновых втулок достигнута экономия бронзы 2 кг на один тягач. Опытные (капроновые) втулки показаны на фиг. 6. Положительные результаты получены также при испытаниях капроновых втулок в блоках подвески. Втулки прошли испытания в объеме 24000 км пробега; после 12000 км пробега износ втулок составил 0,01-0,475 мм.
Фиг. 6. Капроновые втулки привода управления трансмиссией.
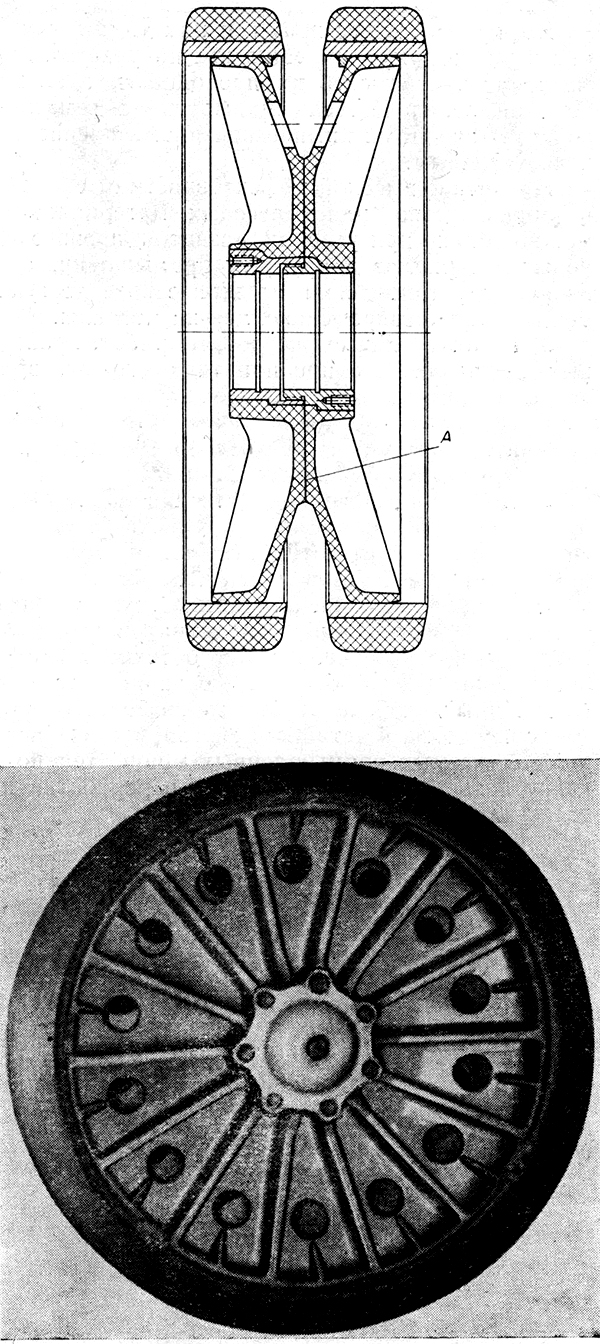
Детали из стеклопластиков АГ-4С, АГ-4В
Стеклопластики типа АГ-4 являются пластмассами, армированными нитями и жгутами стеклоткани со связующим на основе фенолформальдегидных смол. В зависимости от структуры прессматериал АГ-4 выпускается двух марок: «В» — в виде спутанного стекловолокна, «С» — в виде лент различной ширины и длины. Прессматериалы 33-18-В (С; Д) также представляют собой композиции на основе модифицированной эпоксидной смолы, стекловолокна и других добавок. По механическим свойствам они практически одинаковы с стеклопластиками типа АГ-4. Оптимальное содержание стекла составляет 78—85% (по весу). Для указанных стеклопластиков характерно сочетание высокой прочности при малом удельном весе, малой теплопроводимости (0,18— 0,4 ккал/м/час° С), стойкости к агрессивным средам и др. Приведенные выше характеристики дали возможность и основание для проверки пластмассовых материалов АГ-4 и 33-18 для изготовления опорных катков ходовой части тягача АТС-59. Опорные катки из пластмассы представлены на фиг. 7. Конструктивно каждый каток выполнен из двух оребренных конусных дисков, соединенных между собой резьбовыми стальными деталями. Для увеличения прочности соединения торцевые поверхности полукатков в местах соприкосновения друг с другом склеивались клеем К-153 и ПУ-2; после соединения полукатки стягивались семью болтами Б-16Х Х50-А. Грузошины на диски пластмассовых ступиц катков напрессовывались с натягом 0,1-0,93 мм (усилие запрессовки соответственно 15-27,5 т).
Фиг. 7. Пластмассовый опорный каток.
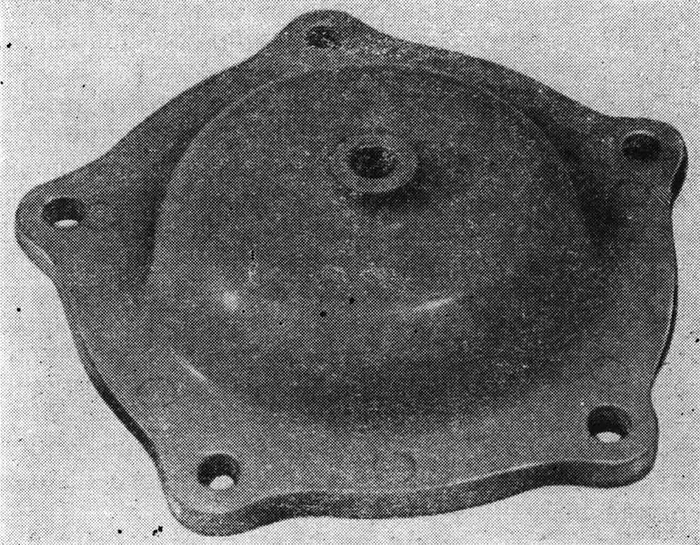
Фиг. 8. Пластмассовая крышка опорного катка.
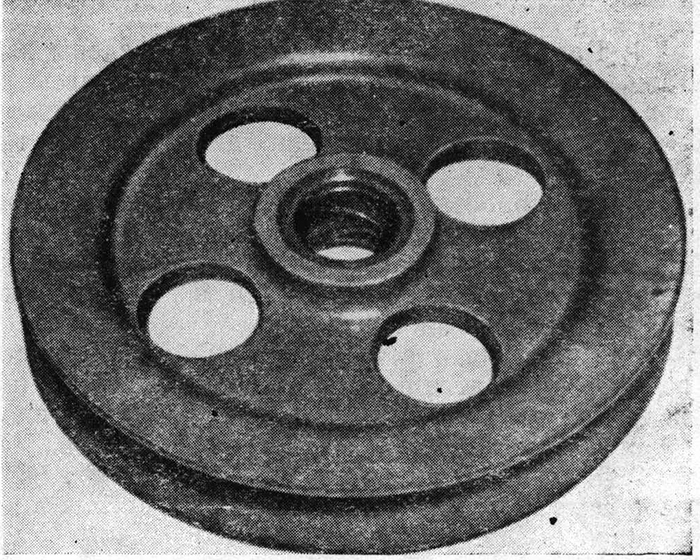
Фиг. 9. Пластмассовый обводной ролик троса лебедки.
От осевых перемещений грузошины с одной стороны ограничивались буртом, с другой - планками, которые приваривались к поверхности по внутреннему диаметру металлических бандажей. В результате испытаний выявилось, что натяг 0,1 мм для напрессовки бандажей недостаточен к снижению качества катков: при прессовании не получалось равномерного распределения стекловолокна в сечениях диска катка из-за большого пути перетекания материала. По окончании испытаний в качестве основного недостатка пластмассовых катков отмечено появление трещин по основаниям ребер. С целью исключения этого недостатка конструкция катка переработана таким образом, что ребра были исключены, а на поверхностях дисков полукатков созданы коробчатые волнообразные жесткости. Работа по изготовлению новой партии катков до конца не доведена в связи с прекращением производства тягачей АТС-59, однако есть основания ожидать, что проведенное изменение конструкции катка значительно повысит его механическую прочность при эксплуатации. Стеклопластики АГ-4 использовались также для изготовления и испытаний деталей типа крышек, шкивов, обводных роликов лебедки, колпачков габаритных фонарей и др. — всего одиннадцати наименований. Внешний вид пластмассовой крышки опорного катка показан на фиг. 8, пластмассового обводного ролика лебедки — на фиг. 9. При испытаниях в различных дорожных и климатических условиях пластмассовые детали обеспечили надежную работоспособность при пробегах с общим объемом до 24122 км.
Выводы
ЛИТЕРАТУРА 1. Предприятие В-8402. Чертежно-техническая документация по изделию 668. 2. В. Т. Аверник. Опыт создания пластмассовых кабин. «Автомобильная промышленность» 1964, № 1. 3. НИИ-21. Отчёт по результатам полигонных испытаний изделия 668 с пластмассовой герметизированной кабиной. 4. Отчет по теме ЛП-113. Создание и исследование пластмассового кузова плавающего автомобиля и пластмассовых кабин грузового автомобиля. Кафедра Т-3, МВТУ им. Баумана, 1965 г. 5. М. Ю. Кацнельсон, Г. А. Балае в/ Пластические массы. Справочник, 1965. 6. Б. И. Родин. Исследование эффективности крепления пластмасс в автомобилестроении. «Автомобильная промышленность», 1964, № 12.
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||