|
|||||||||
|
|
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ БАШНИ ТАНКА
Л.Т. ИЛЬИНКОBA,
М. Г. КОВРИГА, Г. А. ЧИКАЛEHКО
При
отливке башен танка Т-64А из стали МБЛ-1 для повышения уровня броневой защиты в бортовой части
применяется керамический наполнитель в виде корундовых шаров марки КВП-98.
Шары вводятся пакетами у первой и второй прибылей с обоих бортов башни. При
монтаже пакетов крепление корундовых шаров производится при помощи пяти рамок
из стали Ст.З с отверстиями
для размещения шаров. Рамки фиксируются с помощью катаных прутков из той же
стали и литых брусьев из стали 20ГТЛ, привариваемых к рамкам в процессе
монтажа пакетов.
При
исследовании башен с наполнителем в некоторых случаях была обнаружена неполная
свариваемость арматуры пакета с залитым металлом и смещение пакетов в сторону
прибылей. Качество свариваемости основного металла с комплектующими деталями
пакета в большой мере зависит от состояния их поверхности. Для определения оптимального
варианта подготовки поверхности прутков были взяты две партии 18-мм прутков в
состоянии поставки и после дробеструйной обработки. На прутки каждой партии
наносились защитные покрытия следующих составов, %:
1.
Декстрин — 7; вода — 93.
2.
Пульвербакелит — 7; ацетон — 93,
3.
Алюминиевая пудра—15; лак — 85.
Из
каждой партии были оставлены контрольные прутки без покрытий. Прутки с
покрытием на водной основе просушивались в муфельной печи при температуре 180—200 °Св течение 5—6 ч.
Сушка прутков, покрытых ацетоном и лаком, производилась на воздухе.
Подготовленные прутки устанавливались в форму размером 800X400X400 и заливались сталью МБЛ-1.
Для
исследования качества свариваемости прутков с залитым металлом были отобраны
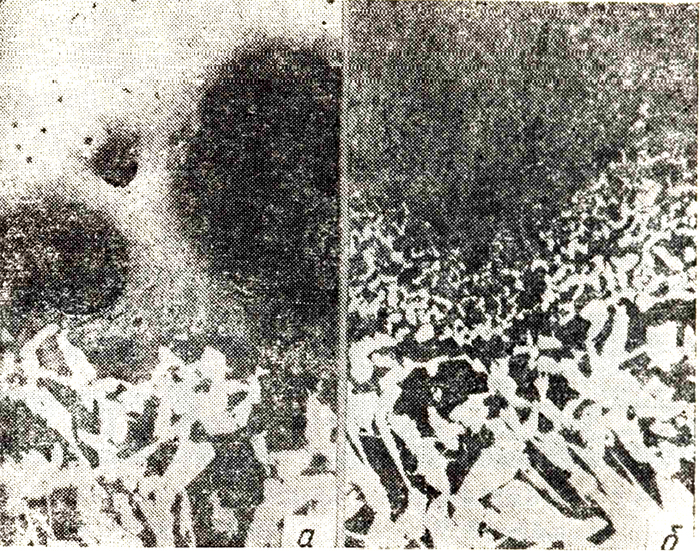
соответствующие образцы. Установлено, что наилучшая свариваемость со сталью
МБЛ-1 достигается при заливке обработанных прутков без применения покрытий. В
этом случае в зоне свариваемости дефектов нет, наблюдается четко выраженная мелкозернистая
структура переходной зоны (рисунок), которая указывает на прочность сцепления залитого металла и прутка.
Макроструктура в районе границы свариваемости прутка
с залитым металлом: а — в состоянии поставки, без покрытия; б — после дробеструйной
обработки
При
заливке прутков с покрытием декстрин — вода и пульвербакелит — ацетон наблюдалась удовлетворительная свариваемость металлов. У прутков,
покрытых алюминиевой пудрой, были отмечены дефекты в виде мелких пузырьков.
Переходной зоны не наблюдается — покрытие ослабляет процесс диффузии. При заливке
ржавых необработанных прутков в зоне контакта наблюдались пустоты размером до
При
обрезке прибылей в плоскости отреза иногда обнаруживаются секции наполнителя. Брак металла по этой причине составлял 40—50 т в год. Для выявления границ смещения пакета был произведен
ультразвуковой контроль одной из подобных башен. Контроль производился
прибором УД-1M с использованием датчика,
работающего на частоте 2,5 мГц. В качестве смазки использовано
трансформаторное масло. Установлено, что пакет смещен вверх к месту прибыли на 80—
Исследование
плотности металла брусьев показало, что в теле их имеются грубые усадочные раковины.
В процессе сборки пакетов брусья подвергаются ударным нагрузкам (рихтовка).
Ударная вязкость стали 20ГТЛ в сыром состоянии составляет 0,7—0,8· 105Дж/м2.
При невысокой ударной вязкости и наличии ослабленных сечений в теле брусьев
образуются мелкие трещины, которые приводят к разрушению брусьев в процессе
заливки формы металлом и всплытию наполнителя. В результате исследований было
рекомендовано применение брусьев в нормализованном состоянии с ударной
вязкостью до 7,1 —10,3-105 Дж/м2. Разработана технология подготовки пакетов с
применением обработанной арматуры, без покрытий и нормализованных брусьев. Это
позволило снизить брак. Экономическая эффективность от внедрения
технологических новшеств составила 30 тыс. руб.
Вывод
Использование
усовершенствованной технологической схемы с применением обработанной арматуры
и упрочненных брусьев дает возможность повысить качество изготовления башен
танка Т-64А.
Поступила в редакцию 21.10.81.
|
|
|||||||
|
|