|
|||||||||
|
|
АНАЛИЗ
НАДЕЖНОСТИ ТАНКА Т-80
А. С. ЕФРЕМОВ, В. П. ЧЕРНОВ Вестник бронетанковой техники. 1988. № 11
Разрабатываемая ежегодно программа повышения качества и
надежности танка Т-80, охватывающая весь комплекс производства, испытаний,
конструкторской доработки по повышению тактико-технических характеристик и
надежности, основывается на данных испытаний, эксплуатации, авторского
надзора, итогах технических конференций с участием представителей войсковых
частей. На стадии отработки конструкции танка, т. е. в условиях
стендовых и натурных испытаний, обеспечивается проверка функционирования
составных частей и соответствие, их заданным требованиям (стендовые испытания),
проверяется степень надежности (ускоренные ресурсные стендовые испытания) и
эффективность разработанных мероприятий (натурные испытания в различных
климатических зонах). Так, за период 1980—1987 гг. проведены испытания
танков в условиях повышенной температуры и запыленности с суммарным пробегом
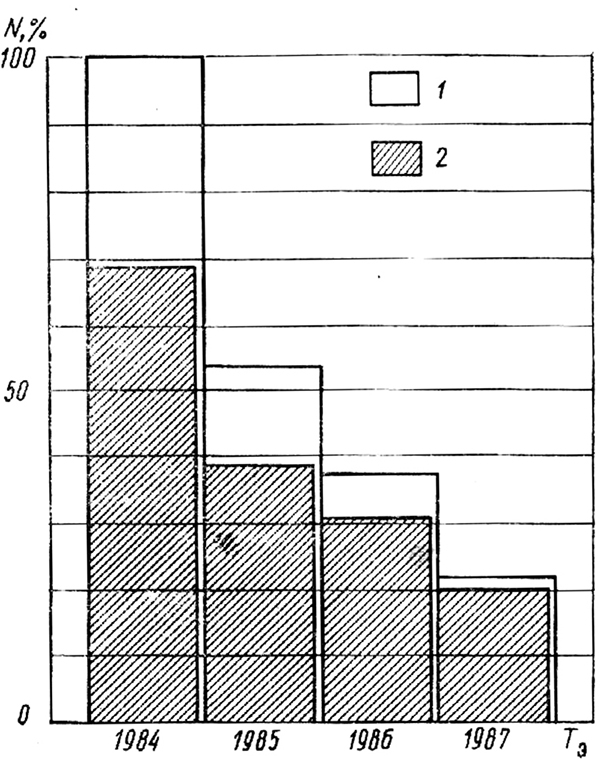
Результатом проводимых работ по повышению качества и
надежности танка является устойчивое снижение числа
предъявляемых рекламаций на 1 000 танков в среднем на 25 % в год начиная с
Центральное место в системе отработки танка занимают регулярно проводимые войсковые испытания (BH) опытных танков, которые направлены на проверку достигнутого уровня надежности, определение технических возможностей танка. Высокая квалификация комиссии BH позволяет оперативно исследовать причины отказов. Определение достигнутых в ходе BH показателей надежности производится в строгом соответствии с отраслевой нормативно-технической документацией, результаты испытаний утверждаются членами комиссии, в том числе представителями головных институтов отрасли и заказчика. Наиболее ценным достоинством войсковых испытаний является регулярное проведение их в экстремальных условиях, что позволяет расширить диапазон внешних воздействий на составные части танка, быстрее выявить слабые стороны конструкции и разработать необходимые мероприятия.
Рис. 1. Распределение числа предъявляемых заводам рекламаций N (на 1000 танков) по годам эксплуатации T3: 1 — общее число; 2 — на комплектующие изделия
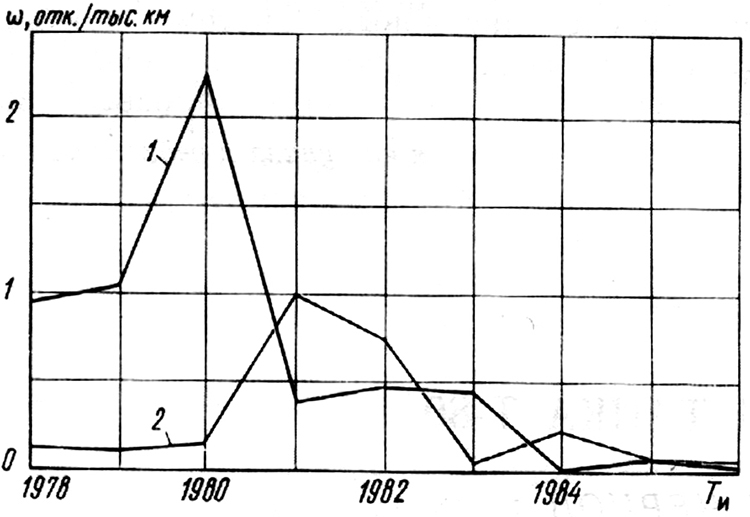
Характер
изменения показателей надежности систем танка, например ходовой части и
газотурбинного двигателя (рис. 2) в ходе ВИ 1978—1986 гг., подтверждает, что в
экстремальных условиях испытаний выявляются слабые звенья, а это зачастую не
удается в процессе отработки составных частей на стендах. Так, наиболее
высоким значение параметра потока отказов ходовой части ωх.ч оказалось на испытаниях 1979 и 1980
гг. при движении по твердому мерзлому грунту с высокой средней скоростью в
условиях Забайкалья, а при испытаниях в
Рис. 2. Значения параметров потока отказов ω ходовой части (1) и газотурбинного двигателя (2), полученные по результатам ВИ 1978—1986 гг.
Еще более характерна закономерность изменения
параметра потока отказов газотурбинного двигателя ωгтд.
Как следует из рис. 2, значение ωгтд резко возросло в 1981 —1982 гг. при испытаниях в Средней Азии. Потребовалось
несколько лет доработки как систем танка, так и
двигателя, всесторонней проверки стендовыми и пробеговыми испытаниями, чтобы решить проблему надежной эксплуатации ГТД в условиях
повышенных запыленности и температуры окружающей среды. Испытания,
проведенные в Среднеазиатском военном округе в
В ходе ВИ 1978—1986 гг. был отработан целый комплекс
мероприятий по доводке составных частей и комплектующих изделий танка,
эффективность большей части которых (до 90 %) была подтверждена. В итоге
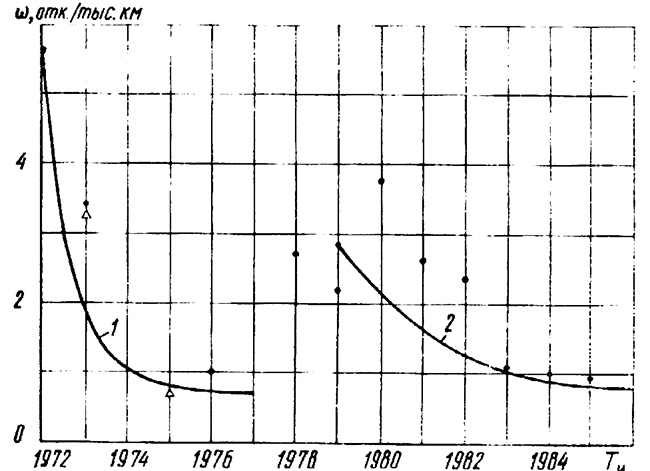
значение параметра потока отказов в целом по танку снизилось с 3,77 в
Анализ достигнутых показателей надежности танка по результатам ВИ и опытной войсковой эксплуатации (ОВЭ) позволяет выделить два этапа его отработки (рис. 3): 1-й этап (до
2-й этап (с 1978 по 1986 гг.) — интенсивное проведение испытаний в экстремальных условиях и накопление информации, модернизация танка и освоение крупносерийного производства на заводах № 1 и № 2. Увеличение параметра ω в
начале 2-го этапа отработки обусловлено начавшимися интенсивными испытаниями в
экстремальных условиях, накоплением информации, модернизацией танка с помощью
мероприятий по доработке силовой установки и комплекса вооружения, а также началом
с
Вводимые в конструкцию изменения, направленные на повышение эффективности вооружения защиты от всех средств поражения, подвижное танка, наряду с повышением надежности обеспечили танку Т-80 высокий технический уровень. Расчетное значение параметра потока отказ ωр в зависимости
от длительности отработки T нормированного значения ωо устанавливается нормативно-технической документацией в соответствии с формулой
ωр = 0,5ω0 + (ω1 – 0,5 ω 0) · e-aT,
где ω0 — параметр потока отказов, полученный результатам испытаний первых опытных образцов а — показатель роста уровня безотказности; а = (ω1 – 0,5 ω 0)/( 0,5 ω 0 · T0); T0 — общая продолжительность отработки, заданная директивными документами. На рис. 3 представлены расчетные значения параметра потока
отказов, полученные по приведе ной формуле раздельно
для 1-го и 2-го этапов, при чем для 1-го этапа ω1 = 5,6; ω 0 = 1, а для 2-го этапа ω1 = 2,9 (усредненный
показатель за 1978 –1980 гг. испытаний), ω0 = 1,0 отк/тыс. км.
Рис. 3. Достигнутые значения параметра потока отказов ходе отработки танка по годам проведения испытаний 1, 2 —расчетный уровень безотказности соответственно на 1-м и этапах; • — по результатам BH; Δ— по результатам ОВЭ
Время, требуемое на отработку танка до начала серийного производства, принимаем равным 5 годам для 1-го и 7 — для 2-го этапов. В соответствии с имеющимися данными*, время на проведение OKP образцов ВГМ может составлять 2—9 лет, а на последующее освоение производства — 1-5 лет.
* См. Теория и конструкция
танка / Под ред. П. П. Исакова. Т. 1. С.
Полученные кривые согласуются с экспериментальными данными.
Дальнейшее повышение качества и надежности танка зависит главным образом от
повышения надежности его комплектующих изделий. Несмотря на ежегодное снижение
общего числа рекламаций, процент отказов комплектующих изделий возрастает по
годам эксплуатации и составил 89 % от предъявленных рекламаций за
Повышение качества и надежности танка затрудняется из-за отсутствия на предприятиях отраслевой нормативно-технической документации по надежности. Отсутствует единый отраслевой документ, определяющий номенклатуру и значения параметров надежности составных частей и комплектующих изделий. Нет методики расчета надежности при разработке и модернизации танков. Неясным остается вопрос о правомочности применения штрафов за изменение технического состояния танков в пределах гарантийной наработки при условии внесения в ТУ показателей безотказности. Решение указанных вопросов должно быть обеспечено головным институтом отрасли.
Выводы:
|
|
|||||||
|
|
|
|