|
|
||||||||
|
|
Производство танка «Центурион»*
Вестник танковой промышленности. 1951. №4.
Конструктивные
особенности ганка
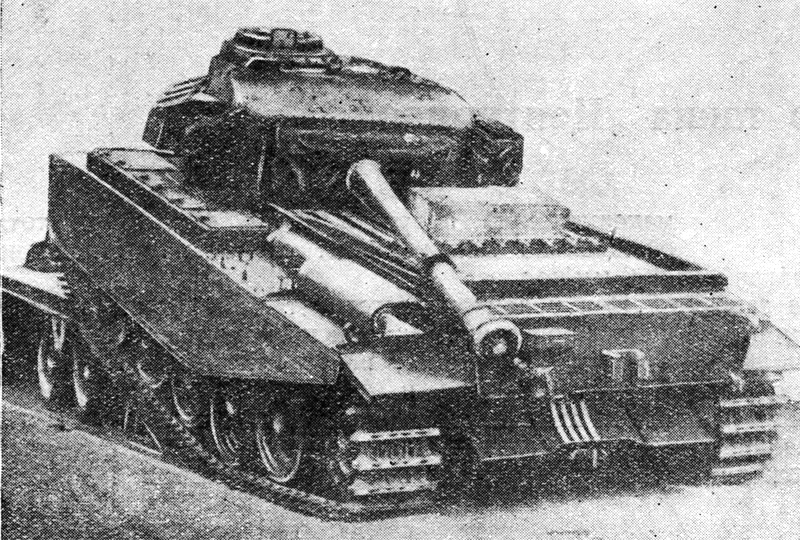
На фиг. 1 и 2 показаны фотографии английского танка «Центурион», выпускаемого на заводев Бэрнбоу, недалеко от Лидса. Танк «Центурион» с полным боевым снаряжением весит приблизительно 50 тонн. На нем установлена 20-фунтовая пушка, снабженная стабилизирующим устройством. Фиг. 1 изображает установку пушки в нормальном боевом положении, а фиг. 2 – походное положение пушки, закрепленной к кронштейну на корме машины. Башня танка литая, расширяющаяся к основанию, нос машины – заостренный. В передней части машины располагается только водитель, а остальные члены экипажа, состоящего из пяти человек, находятся в башне. Танк имеет максимальную скорость около 48 км/час, хотя официально максимальная скорость установлена 33,6 км/час.
Фиг. 1. Танки «Центурион» во время испытательного пробега
«Центурион» представляет собой танк английских бронетанковых войск, находящийся на вооружении в частях, расположенных в Германии, Среднем Востоке и Англии. Он был спроектирован конструкторским бюро боевых машин министерства снабжения в сотрудничестве с фирмой Виккерс-Армстронг. После выпуска в 1945 году первого опытного образца «Центуриона» были выпущены две новые серии этих машин, причем в конструкцию их было внесено большое количество улучшений. Производство танков было поручено фирме Виккерс-Армстронг и нескольким государственным военным заводам. Танк
«Центурион» имеет бензиновый двенадцатицилиндровый V-образный двигатель Ровер
«Метеор» мощностью в
* Приведенный обзор
представляет сокращенное изложение материалов, помещенных в журналах:
«Engineering». 1950, 3/XI №4423; «Machinist»,1950 . /XII №48, 9/Х 11 №49 23/XII № 51; «Machinery».
1950, 23/X1 № 1984, 1951, 11/1 № 1991. Прим. Ред.
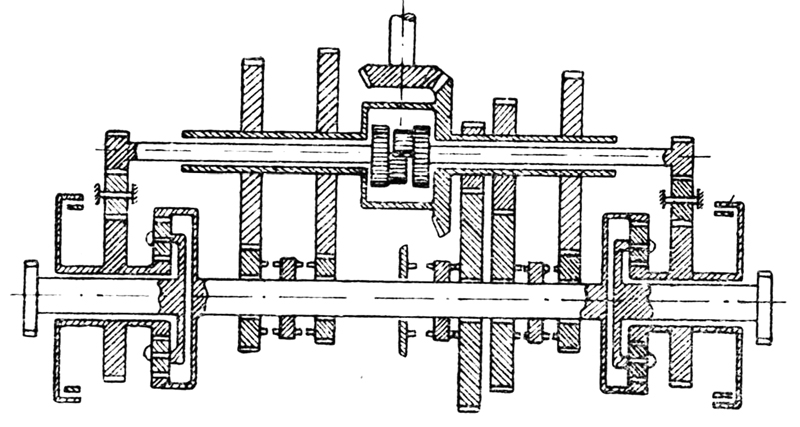
Трансмиссия состоит из комбинированного агрегата, включающего коробку перемены передач и механизм поворота Меррит-Браун. Расположение этого агрегата – поперечное, в корме машины. С обеих сторон агрегата трансмиссии находятся ведущие колеса, приводящие в движение гусеницы. Траки гусениц – стальные, литые. Между собой они соединяются стальными пальцами, работающими на срез в восьми сечениях. Все траки – гребневые. С каждой стороны машины имеется шесть катков. Подвеска состоит из трех групп катков с каждой стороны.
Фиг. 2. Вид на танк «Центурион» с пушкой, повернутой на корму и закрепленной в походном положении
Фиг. 3. Схема коробки перемены передач с планетарными механизмами и диференциалом системы Меррит-Браун, применяющийся на танке «Центурион»
Каждая группа состоит из кронштейна, приваренного к бортовому листу корпуса, и двух горизонтальных рычагов, качающихся на кронштейне. Оси рычагов входят одна в другую. На конце каждого рычага имеется цапфа, с которой сочленяется тяга. Тяга передает усилие от рычага на амортизатор, находящийся в верхней части кронштейна. Амортизатор состоит из двух винтовых пружин, расположенных горизонтально друг в друге, внутри кронштейна. Усилие на пружины передается выступами на концах рычагов. Типовая танковая трансмиссия Меррит-Браун с диференциалом схематически показана на фиг. 3. Коробка перемены передач находится в кормовом отделении корпуса танка. Тормозные барабаны расположены снаружи картера коробки перемены передач. От выводных валов движение передается на двойные звездочки ведущих колес через передачу, состоящую из пары цилиндрических шестерен, расположенную в картере, который крепится к бортовому листу корпуса танка. Передаточное отношение этой понижающей передачи равно 2:1. Двигатель устанавливается в моторном отделении перед коробкой перемены передач и соединяется с ней посредством конической зубчатой передачи. Корпус танка
״Центурион“ – сварной и состоит из бортовых броневых листов толщиной
Башня танка
серии III представляет
собой отливку весом 7,5 тонны. Толщина стенок колеблется от
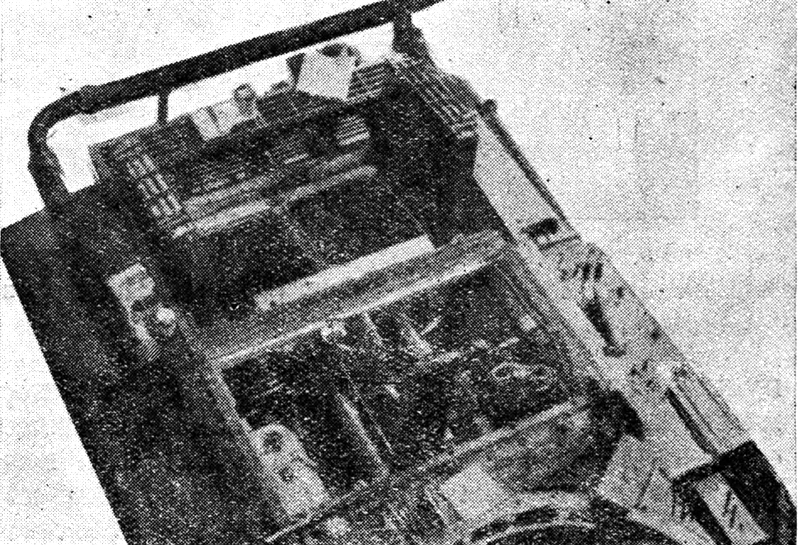
На фиг. 4 показан почти полностью
собранный корпус танка «Центурион». Два радиатора укреплены на шарнирах над коробкой
перемены передач в трансмиссионном отделении и откинуты кверху для того, чтобы
обеспечить доступ к комбинированному агрегату коробки перемены передач и
механизма поворота. В моторном отделении кроме главного двигателя размещен
бензиновый двигатель мощностью
Фиг. 4. Вид сверху на кормовую часть не полностью собранного танка. Показано расположение коробки перемены передач и двигателя. Два радиатора откинуты на шарнирах для обеспечения доступа к коробке перемены передач.
Изготовление корпуса
Большая часть
корпуса состоит из толстых броневых плит, сваренных между собой швами больших
размеров, которые должны обеспечить высокую прочность соединения. Сварка
производится исключительно сварочными аппаратами переменного тока с силой тока,
преимущественно, 300 и 600 ампер. Применяются электроды аустенитного типа
диаметром до
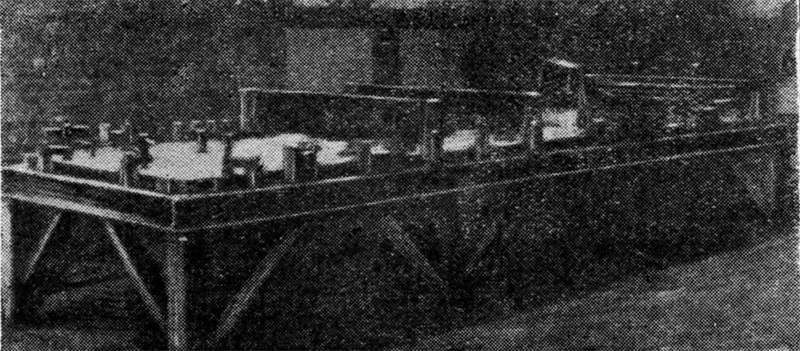
Фиг. 5. Приспособление для сборки и сварки узла днища танка. Детали находятся в рабочем положении. Основными деталями, которые привариваются во время этой операции к днищу, являются кронштейны днища и поперечная перегородка подмоторного фундамента
Сварочный стенд, предназначенный для сборки и сварки днища, изображен на фиг. 5. Узел днища показан почти полностью в сборе. Основными деталями, привариваемыми к днищу, являются ребра жесткости и поперечная перегородка к кормовой части. К бортовым плитам в начальной стадии обработки привариваются стальные отливки, которые представляют собой фланцы картера бортовой передачи. Для проведения этой сварочной операции правый и левый бортовые листы соединяют болтами один с другим с тем, чтобы повысить их жесткость и избежать коробления, которое могло бы произойти от местного прогрева при сварке. Ввиду большого количества крупных сварочных работ на узловой и общей сборках, особое внимание уделено сварочным приспособлениям и поворотным устройствам, которые должны обеспечивать высокую точность выполняемых работ и удобство манипулирования с деталями с тем, чтобы поточность производства не нарушилась. Практикуется, например, для всех сварочных работ на основной и узловой сборочных линиях дублирование приспособлений, так что если на одном приспособлении производится сварка деталей, то на другом производится сборка деталей.
Общая сборка (сварка) корпуса танка
После общей
сборки и приварки отдельных узлов корпус танка в сборе имеет длину около
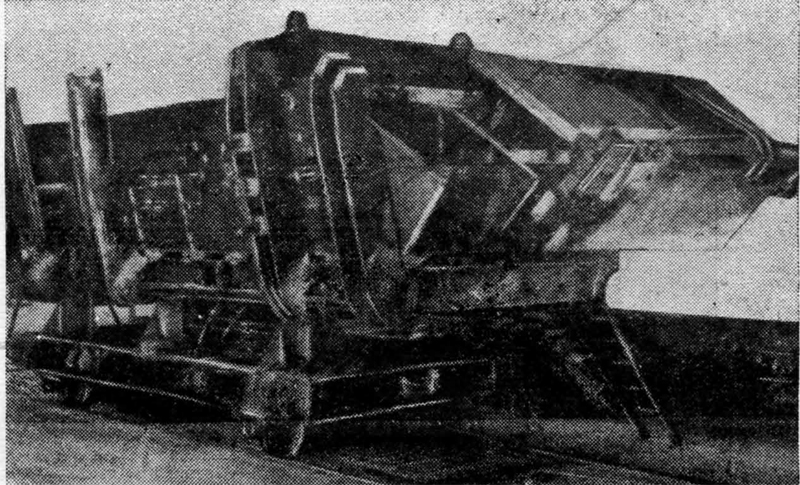
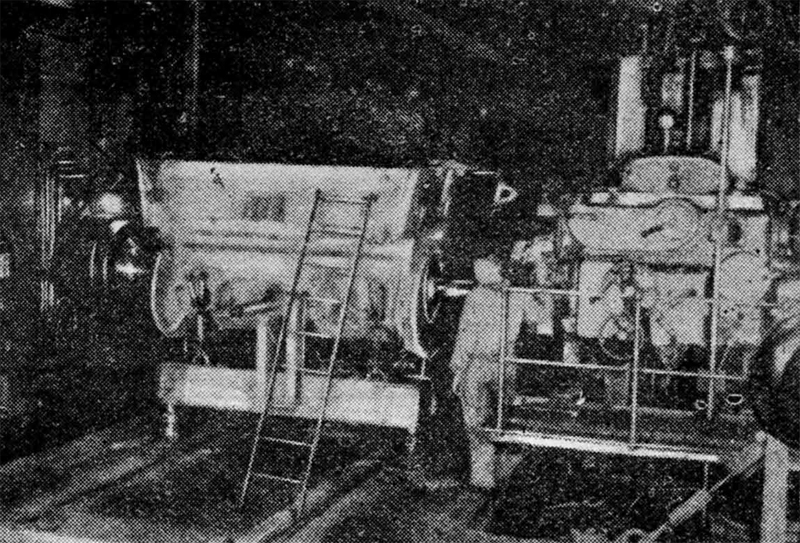
Фиг. 6. Поворотное устройство с установленным на нем приспособлением для сварки узла носа. Основная наружная рама и внутренняя рама приспособления могут поворачиваться на 360° вокруг взаимно перпендикулярных осей
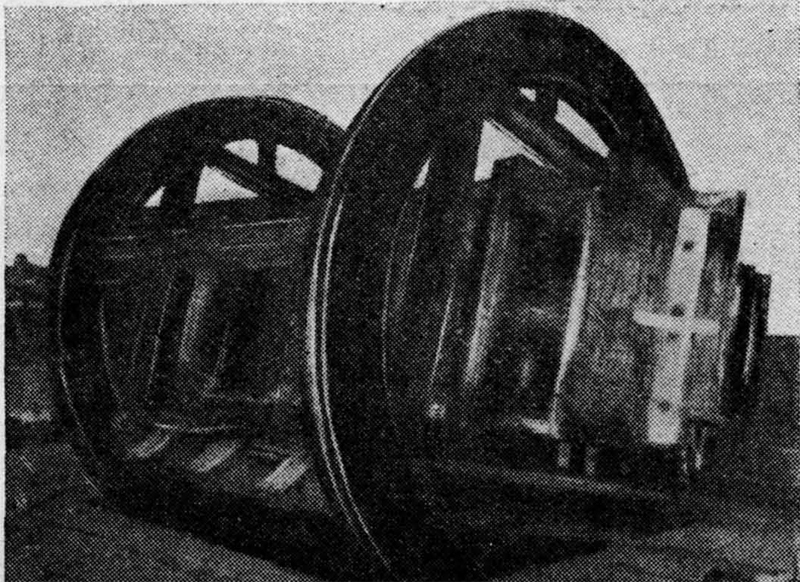
Для сборки корпуса применяется приспособление в виде тележки (фиг. 6), перемещающейся вдоль поточной линии на стандартных железнодорожных рельсах. В начальной стадии сборки слесари укладывают и закрепляют в надлежащем положении бортовые плиты, носовую и кормовую броню, днище и некоторые другие, наиболее важные узлы корпуса. Следует отметить, что подъемные приспособления для отдельных узлов так запроектированы, что при вертикальном подъеме деталь сама устанавливается под нужным углом и при дальнейшем горизонтальном перемещении она займет правильное положение в корпусе. Все пролеты сварочного цеха оснащены 20-тонными кранами, которые являются основными транспортными средствами. Для сварки корпуса специально спроектировано и изготовлено большое количество поворотных устройств. После того как закончена сборка корпуса на тележке, производится прихватка деталей. Затем тележка передвигается вдоль по рельсовому пути посредством троса и лебедки и попадает внутрь поворотного устройства (кантователя), показанного на фиг. 7. Рельсы на поворотном устройстве являются продолжением рельсового пути линии. На фиг. 7 кантователь изображен со вставленной в него тележкой с корпусом танка, подготовленным к сварке. Наружный
диаметр кантователя равен
На кантователе
производится также прихватка деталей и накладывается первый валик некоторых,
наиболее важных сварочных швов, как например швов между днищем и бортовыми
плитами. После этого корпус, отдельные элементы которого скреплены между собой,
может быть изъят из приспособления для выполнения дальнейших операций
технологического процесса. Для извлечения корпуса отпускаются все зажимы,
корпус вынимается из приспособления и переносится краном вдоль поточной линии
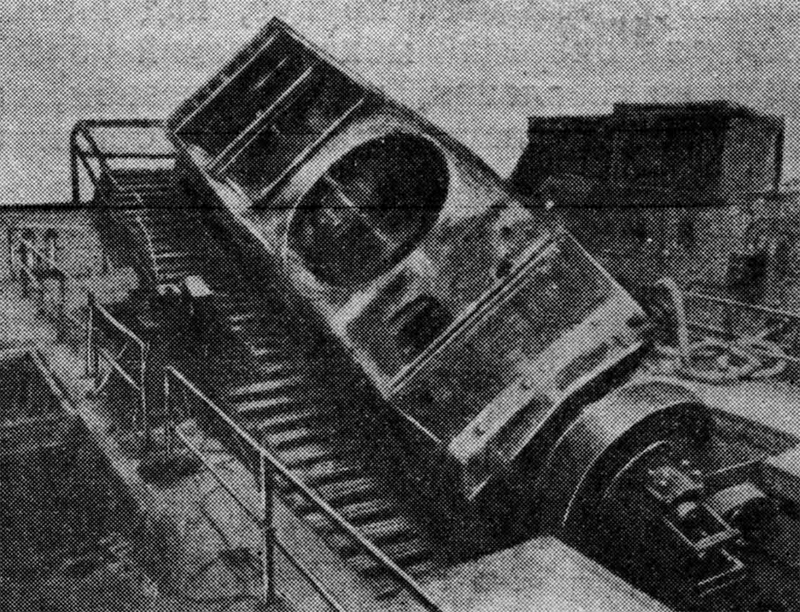
на новое поворотное устройство универсального типа (фиг. 8) для проведения
основных сварочных работ. На этом универсальном поворотном устройстве корпус
танка устанавливается на двух стойках с помощью цапф, укрепленных на носовой и
кормовой его части, что дает возможность поворачивать корпус вокруг продольной
оси на 360°. Стойки, поддерживающие цапфы, закреплены на платформе,
смонтированной на горизонтальных поперечных цапфах диаметром
Фиг. 7. Кантователь, внутри которого закрепляется тележка с корпусом танка для одной из первых сварочных операций. Кантователь представляет собой приспособленный для этой цели стандартный железнодорожный вагонопрокидыватель
Поворот корпуса
вокруг обеих перпендикулярных друг другу осей производится посредством
электродвигателя мощностью
Для соблюдения техники безопасности на дне ямы имеются специальные ниши для сварщиков, а лестница, проходящая вдоль всей платформы, имеет поворотные ступеньки, которые сочленены со специальным механизмом, поддерживающим их постоянно в горизонтальном положении, так что если платформа перемещается из вертикаль- ного в горизонтальное положение, ступеньки складываются, образуя мостик. Перед сваркой отдельные места корпуса прогреваются посредством мощной переносной горелки, работающей на кислороде и пропановом газе. К наиболее интересным операциям механической обработки корпуса танка относятся: расточка и подрезка торца плоскости крыши под погон башни, фрезерование, расточка и подрезка торцев фланцев картеров бортпередачи и фрезерование облицовочных платиков, к которым крепятся кронштейны подвески. Выполнение этих операций наглядно демонстрирует метод, с помощью которого на сравнительно простых и легких станках стандартного или специального типа можно обрабатывать тяжелые детали, имеющие весьма не- удобную для механической обработки форму.
Фиг. 8. Универсальное
поворотное устройство. Вращение платформы производится электродвигателем
мощностью
После разметки центровых линий корпус танка устанавливается на тележку, которая перемещается по рельсам вдоль всей поточной линии механической обработки корпуса. Корпус танка устанавливается на тележке на трех домкратах, которые дают возможность обеспечить правильное положение его в горизонтальной плоскости, а затем закрепляется на тележке стяжками. Положение корпуса вдоль оси тележки регулируется по- средством двух установочных винтов, расположенных с передней и с задней сторон корпуса. В поперечном направлении корпус перемещается и устанавливается с помощью регулировочных винтов. При каждой из трех указанных операций механической обработки тележка после того как дойдет до соответствующего места на поточной линии, поднимается краном и устанавливается на четыре подставки. Колеса тележки при этом приподнимаются над рельсами. Расточка и
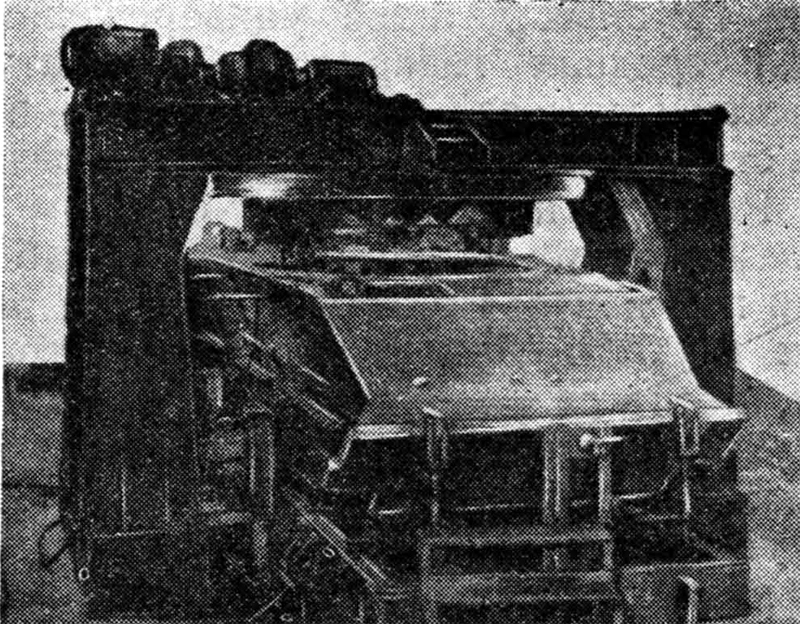
подрезка торца крыши под погон башни производится на специальном станке портального
типа, который виден на фиг. 9. Этот станок имеет расточную головку с диаметром
планшайбы
Фиг. 9. Специальный портальный станок, применяющийся для расточки и подрезки торца крыши корпуса под погон башни. На расточной головке большого диаметра укреплены два резцедержателя
Фиг. 10 изображает агрегат для фрезерования плоскости разъема, расточки и подрезки торцев фланцев бортовой передачи. Во время обработки
корпуса танка этим агрегатом для повышения жесткости крепления под каждый угол
тележки подводится домкрат. Фланцы картеров с правой и левой сторон корпуса
танка обрабатываются одновременно агрегатом, состоящим из двух
горизонтально-фрезерно-расточных станков Асквит с передвижной колонной, установленных
по обе стороны рельсового пути этой поточной линии. Для обеспечения соосности
растачиваемых отверстий перед обработкой производится специальная проверка
соосности шпинделей станков. Эта проверка заключается в следующем: шпиндели
обоих станков выдвигаются внутрь корпуса через отверстия в бортах, а затем станки
выставляются таким образом, чтобы контрольная втулка (оправка) могла свободно
перемещаться с одного шпинделя на другой. Установка шпинделей тщательно
проверяется контролером. При выполнении рабочих операций обработки фланцев
бортпередачи горизонтальные перемещения шпинделей производятся с отсчетом по
шкалам на станине и колонне. Резцы, применяемые для этих операций, имеют
пластинки из быстрорежущей стали. При расточке отверстия диаметром
Одной из интересных операций механической обработки корпуса является сверление 152 отверстий в крыше для крепления нижнего погона башни. Для этой операции применяется радиально- сверлильный станок Асквит, состоящий из колонны, консольной балки (траверсы) и круглого основания, которое одновременно является и кондуктором со втулками для сверления упомянутых отверстий. С помощью крана станок опускается целиком на верхнюю часть обрабатываемого корпуса танка и фиксируется центрирующим буртом, входящим в отверстие крыши корпуса. Такой же станок применяется для сверления отверстий в башне для крепления верхнего погона. Установка основания станка в нужном положении по оси машины производится по меткам. Еще один радиально- сверлильный станок, имеющий кондуктор для сверления отверстий, применяется для сверления отверстий в крыше. После окончательной механической обработки и приварки деталей (шарниров для крепления радиаторов, жалюзи, фланца люка водителя и других) производится гидравлическое испытание корпуса. Различные отверстия в днище и бортах закрываются специальными крышками, причем для обеспечения герметичности применяется паста «Бостик», после чего весь корпус опускается краном в бак с водой. Корпус должен быть погружен в воду настолько, чтобы уровень воды несколько не доходил до крыши. После проверки герметичности и тщательного общего осмотра корпус окрашивается и транспортируется на общую сборку танка, которая находится в соседнем помещении.
Фиг. 10. Расточка, подрезка торца и фрезерование фланцев бортовой передачи на двух универсальных горизонтально расточных станках Асквит, Домкраты, подпирающие углы платформы тележки, создают большую жесткость установки корпуса
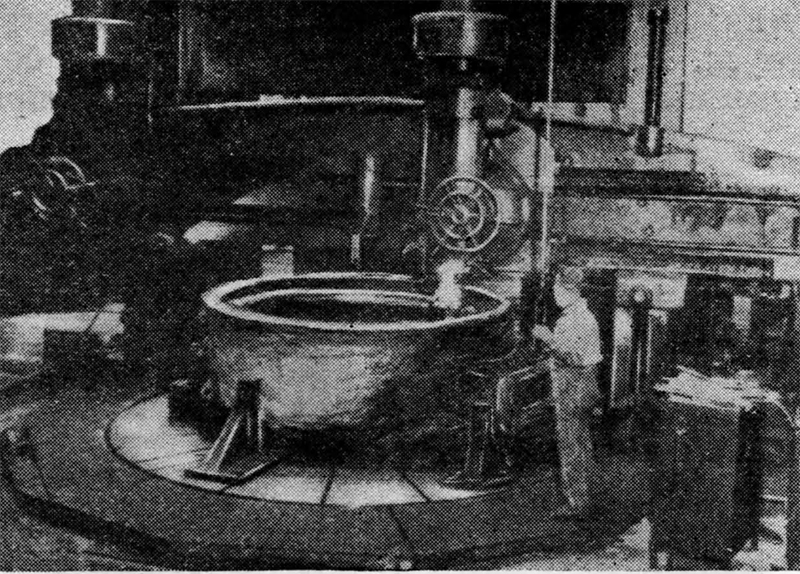
При обработке башни возникает ряд затруднений, вызванных большими размерами и весом отливки башни, которая весит 7,5 тонны, и особенно жесткими допусками, которые определяются характером взаимодействия сопрягающихся деталей в работе. Первая
операция механической обработки башни после разметки это – обработка юбки под
верхний погон (фиг. 11). К опорной плоскости прикрепляется болтами погон
диаметром более
Предварительная
черновая обработка опорной плоскости башни под верхний погон производится на
карусельном 19-футовом (
Фиг. 11. Расточка и
подрезка торца опорной поверхности под погон башни на карусельном 14-футовом (
Одновременно с обработкой опорной плоскости растачивается также центрирующая выточка, в которую входит центрирующий выступ погона. Эта выточка и опорная плоскость используются как базы для фиксации башни на ряде приспособлений во время последующих операций. Припуск, который остается на опорной плоскости, позволяет увеличить глубину центрирующей выточки и высоту сопрягаемого центрирующего выступа приспособления, вследствие чего повышается жесткость и точность установки детали. Верхняя часть башни (крыша) выполнена в виде броневой плиты, которая вваривается в фигурное отверстие, предварительно профрезерованное по кромке контура отливки. Фрезерование кромок этого отверстия, имеющего довольно сложный контур, производится либо на одном из мощных вертикально фрезерных станков Шисс с поперечным перемещением фрезерной головки, либо на горизонтально расточных станках Китчен и Вада или Гарвей. Одна из
наиболее важных операций обработки башни – расточка отверстий под цапфы маски и
цилиндрической поверхности кромок амбразуры. Операция расточки отверстий под
цапфы маски– служит еще одним примером применения для обработки крупных деталей
универсального оборудования средних габаритов. Обрабатываемая деталь устанавливается
и закрепляется на неподвижном столе между двумя станками – расточным станком
Ричардс и фрезерным станком Асквит (справа). Диаметр окончательно обработанных
отверстий под цапфы – 105мм (4,125"), а допуск –
Башня танка со
всем оборудованием весит около 11 тонн, а с пушкой и поворотным механизмом вес
ее доходит до 13 тонн. Башня вращается, опираясь на 164 шарика диаметром
Вследствие таких жестких требований механическая обработка, закалка и сборка погонов башни должна вестись весьма тщательно, особенно ввиду того, что последние не могут обрабатываться на шлифовальном станке из-за опасности образования на рабочей поверхности мелких шлифовочных трещин. Нижний неподвижный погон
выполняется неразъемным. На нем нарезаются внутренние зубья,, входящие в зацепление
с зубьями шестерни механизма поворота, смонтированного на башне. Верхний
вращающийся погон – разрезной и состоит из двух половин, которые соединяются
вместе болтами. Такое выполнение верхнего погона необходимо для обеспечения
закладки шариков. Профиль беговой дорожки обоих погонов состоит из двух дуг
радиусом
* Следовательно усилие
на конце ствола составляет около
Центры этих
дуг находятся на делительной окружности одного и того же диаметра, но смещены
один от другого на расстояние
Заготовки для погонов куются из 50-тонной болванки. Из одной поковки изготовляются два верхних погона. Перед механической обработкой поковки проходят нормализацию, а после черновых операций подвергаются процессу старения для снятия внутренних напряжений. После обработки верхней части поковки, имеющей после этого форму верхнего погона, заготовка переворачивается и производится обработка второй детали, затем производится разрезка. Такой технологический процесс позволяет избежать деформации при зажиме детали и обработке. Затем каждый верхний погон в отдельности проходит окончательную чистовую обточку всех поверхностей, за исключением беговой дорожки и наружной поверхности центрирующего бурта, которые окончательно обрабатываются после того как производится сверление, разрезка погона, спаривание и соединение двух его половин болтами. Поскольку по указанным выше причинам деталь после закалки не может подвергаться шлифованию, требуется особенно тщательная чистовая обточка беговой дорожки погона, обеспечивающая высокое качество обработанной поверхности. Это достигается применением фасонного резца из быстрорежущей стали, который закрепляется в пружинном резцедержателе. Скорость резания небольшая. В качестве смазки применяется животный жир (лярд). Беговые
дорожки обоих погонов подвергаются поверхностной закалке ацетиленовым пламенем
на глубину около
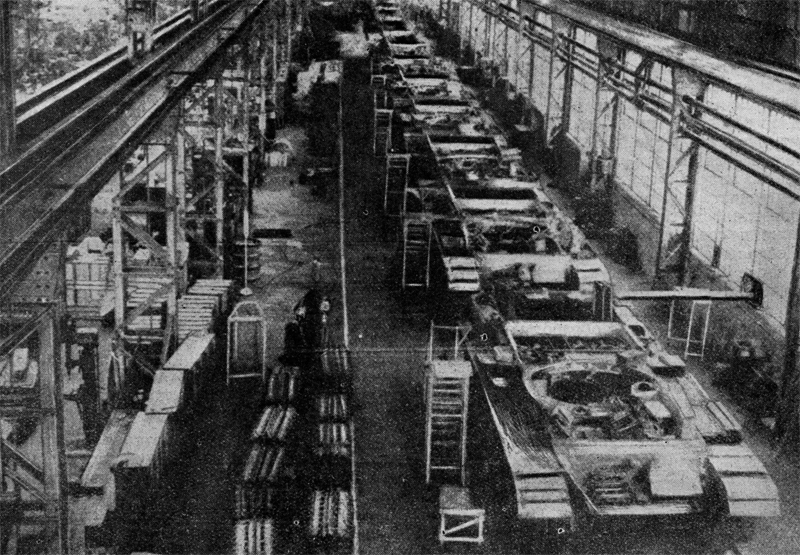
Общая сборка танка
Свыше тысячи
универсальных станков, включая универсальные, токарные, револьверные,
вертикально и горизонтально-фрезерные, установлены в цехе, имеющем длину
Поступивший из сварочного цеха к началу линии общей сборки корпус танка опускается краном на подставки. Затем производится монтаж кронштейнов подвески и катков, после чего дальше танк перемещается вдоль линии на своих катках. Перемещение корпуса вдоль всей сборочной линии происходит по чугунным направляющим желобам, имеющим форму угольников. Одна из основных операций на общей сборке – сверление и нарезка отверстий в подмоторном фундаменте и под установку коробки перемены передач. Эта операция выполняется на специальном радиально-сверлильном станке Асквит, установленном на портале над сборочной линией. Станок может перемещаться вдоль направляющих портала. Танк подводится под портал, после чего производится обсверловка рам. Основной базой для этой операции являются центрирующие вы- точки в картерах бортовой передачи, приваренных к бортам танка. Бортовая передача, которая монтируется на общей сборке вслед за установкой в корпусе коробки перемены передач и двигателя, состоит из цилиндрических зубчатых колес с передаточным отношением 1:2. Валы этой передачи смонтированы на шариковых и роликовых подшипниках. Вследствие
больших ударных нагрузок, возникающих во время эксплуатации и высоких напряжений
в зубьях шестерен, они требуют весьма тщательного изготовления. Так же как и
при изготовлении погонов башни, шлифование детали после ее закалки не
допускается вследствие возможности образования мелких шлифовочных трещин и поломок.
Тем не менее, после термообработки детали сохраняют высокую точность рабочих
поверхностей. Так, например, большая шестерня с наружным диаметром
После проверки трансмиссии во время работы двигателя при стационарном прокручивании танк подготовлен к одеванию гусениц, после чего он дальше перемещается своим ходом. Башня, так же как и корпус, перед окончательной сборкой проходит ряд предварительных операций. Одной из первых операций является постановка погона. Для крепления погона башня переворачивается нижней стороной кверху, поднимается краном и устанавливается в перевернутом положении на неподвижный стенд. После постановки погона башня снова переворачивается и устанавливается на тележку, на которой она перемещается по рельсам вдоль сборочной линии от позиции к позиции. Большая часть сборочных работ производится внутри башни, так что тележка должна, как уже упоминалось ранее, иметь такую высоту, которая позволяла бы работать стоя на полу. Внутри башни кроме 20-фунтовой пушки и пулемета монтируется большое количество сложных приборов и механизмов.
Фиг. 12. Вид сверху на общую сборку танков
На линии сборки башня проходит ряд сверлильных операций. Они производятся на послед- них позициях линии. Башня поднимается краном с катков тележки и устанавливается неподвижно.
Колонна и поперечная балка радиально-сверлильного станка поднимаются краном и устанавливаются на башне, после чего основание колонны крепится болтами к плите крыши. Затем производится сверление отверстий для крепления командирской башенки и вспомогательного верх- него люка. Отклонения размеров отливки не дают возможности произвести сверление этих отверстий до сборки. Окончательная регулировка всех агрегатов башни включает проверку соосности прицела пушки. После этого башня готова к установке на корпус танка. Ее поднимают краном и опускают на свое место. Нижний погон крепится к корпусу танка, и после постановки башни сборка танка заканчивается. До приемки танка инспекцией боевых машин он проходит шестнадцатикилометровый пробег на расположенном рядом с заводом танкодроме, имеющем вид восьмерки, после чего проводится необходимая регулировка агрегатов. Затем танк передается инспекции боевых машин и проходит 120-километровый пробег, а также подвергается ряду других испытаний. В число последних входит испытание на водопроницаемость, во время которого танк входит в яму с водой, причем уровень воды только на несколько дюймов не доходит до башни.
|
|
|||||||
|
|